Introduction
The Sulfur Recovery Unit (Unit 114, South Pars Field Phases 9 and 10) serves as a vital component of petrochemical complexes in Iran, established with the aim of recovering and converting carbon dioxide into sulfur. Utilizing advanced technologies, this unit effectively removes sulfur from natural gas and produces high-purity sulfur. Due to the immense volume of natural gas production in these phases, the Sulfur Recovery Unit functions as a key element in the oil and gas value chain, contributing to environmental protection and the sustainable use of natural resources. The operation of this unit not only reduces operational costs but also enhances the overall efficiency of production processes in the petrochemical industry, thereby increasing its significance, particularly in terms of sustainable development and energy resource optimization.
The Aspen HYSYS simulation in the Sulfur Recovery Unit is recognized as a fundamental part of optimizing natural gas production processes and hydrocarbon liquid extraction. Ultimately, these initiatives lead to improved production efficiency and reduced negative environmental impacts. This not only enhances the unit’s efficiency and productivity but also assists in lowering costs and improving safety within the petrochemical industry.
Process Description
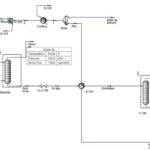
In this process, initial data, including the characteristics of incoming natural gases with varying concentrations of sulfur and other hydrocarbons, is collected. Then, appropriate thermodynamic models are utilized to design the kinetics of reactions and the phase behavior of these materials. In the next step, the overall structure of the Sulfur Recovery Unit, encompassing different stages such as absorption, neutralization, and recovery of diluents, is simulated.
By implementing various blocks such as reactors, absorption towers, and separation units, the efficiency and operational conditions are accurately simulated. The simulation results are then analyzed based on variables such as temperature, pressure, production rate, and sulfur recovery percentage, and compared with actual operational data to assess the model’s accuracy. The input for Unit 115 of sour butane has the following composition: (the input to the unit lacks carbon monoxide and only contains methyl mercaptan and ethyl mercaptan).
")

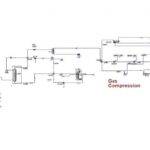
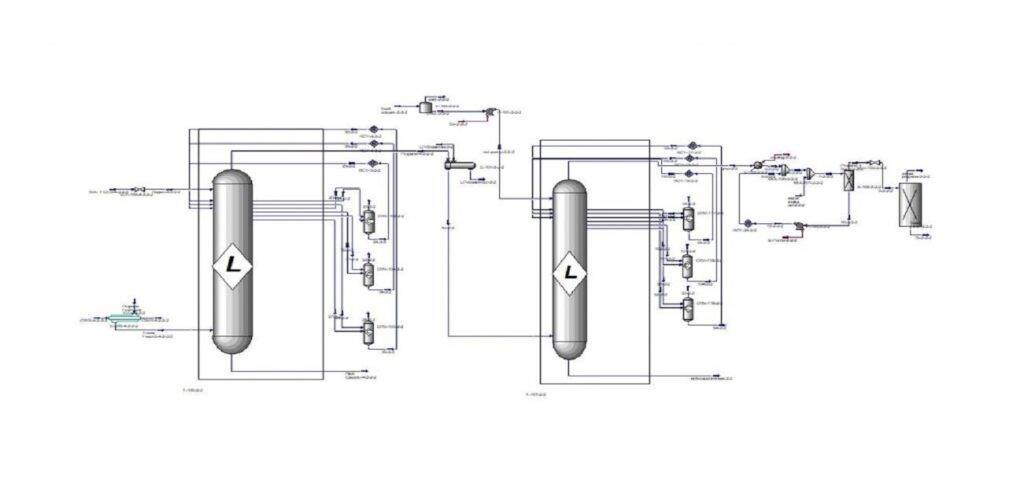
In Unit 115, there is an extraction tower for butane equipped with 15 trays, where methyl mercaptan and ethyl mercaptan are converted into mercaptans according to reaction (1). Sour butane enters from the bottom of the tower and is contacted with a caustic solution from Unit 113 (the caustic recovery unit) containing 100 ppm wt of the LCPS-30 catalyst (which is injected in liquid form from Unit 113) in a heterogeneous liquid-liquid manner. Subsequently, the sweetened butane enters a settler, where it is washed with water prior to entering, and finally passes through a sand filter to prevent the caustic solution from exiting with the sweetened butane before entering the butane dehydrogenation unit. Additionally, part of the sweetened butane is split before entering the butane dehydrogenation unit, with a portion sent to the caustic recovery unit. The butane dehydrogenations unit operates similarly to the propane dehydrogenations process.
This simulation has been conducted using industrial data and existing designs from South Pars Phases 9 and 10. In this section, the simulation is also performed dynamically. The following general points regarding this simulation are noteworthy:
")
1. The simulation has been conducted using three different engineering and estimation methods, meaning three different approaches and scenarios for simulating the main towers.
2. A dynamic simulation has also been analyzed.
3. Complete unit diagrams (PFD, P&ID) are available.
4. Key process concepts and industrial process explanations are documented (refinery documents).
5. Specifications and data for each piece of equipment in the process are provided (equipment datasheets).
6. Training and explanations are presented visually.
7. A comprehensive industrial and academic report has been prepared.
Conclusion
The Aspen HYSYS simulation process in the Sulfur Recovery Unit (Unit 114, South Pars Field Phases 9 and 10) clearly demonstrates the significant role of analysis and the utilization of advanced software in enhancing industrial performance. This simulation, through a meticulous examination of the thermodynamic and kinetic aspects of materials, aids in better understanding operational conditions and identifies weaknesses and optimization opportunities. The results from these analyses can lead to reduced costs, increased production efficiency, and improved quality of end products.